
Juntas tóricas: acabados superficiales de alto rendimiento
Los factores que influyen en la vida útil de una junta tórica pueden clasificarse como propios de la pieza (diseño del alojamiento y selección del material) y externos a ella, como son su instalación, manipulación y condiciones de trabajo, entre otros.
Aunque el diseño del alojamiento sea correcto y se escoja el material adecuado, la vida útil de la junta tórica puede ser más corta de lo esperado y deteriorarse. A resultas de ello, si aparecen fragmentos de la junta tórica en proceso y además son fácilmente reconocibles por un sistema de visión artificial, entonces las posibilidades de detección de cuerpos extraños aumentarán significativamente.
En este contexto, es útil “personalizar” la junta tórica con un color determinado. Actualmente existe la tecnología que permite colorear la pieza con el color que se quiera.
También existen tratamientos superficiales que mejoran sensiblemente su rendimiento, como son los recubrimientos anti-desgaste.
Otras veces, debido al montaje de la junta tórica, ésta no se desliza eficazmente hacia su alojamiento. Esta circunstancia se puede subsanar con un acabado superficial de la pieza que sea suficientemente resbaladizo y aumente su lubricación.
Los tratamientos mencionados tienen en común que no alteran la elasticidad ni empobrecen la resistencia química del material de la junta tórica. Además todos ellos, en mayor o menor grado, reducen el efecto “Stick-slip” o movimiento irregular en el desplazamiento de un vástago, a tirones.
Sin embargo, antes de aplicar cualquier recubrimiento o tratamiento, la pieza debe limpiarse adecuadamente.
TRATAMIENTOS DE LIMPIEZA
Los actuales procesos de limpieza garantizan que la pieza esté exenta de cualquier contaminante y no afectan a las propiedades del material (dureza, temperaturas de trabajo, el color etc…). Existen 4 niveles de limpieza:
- Las impurezas superficiales se eliminan con agua y detergentes específicos.
- El nivel 2 de limpieza se hace en una sala blanca ISO Clase 7. La pieza se entrega con doble embalaje.
- El nivel 3 es una limpieza con baño de ultrasonidos según “CleanSafe 787C” en sala blanca ISO Clase 7 y entrega con doble embalaje. Se recomienda este procedimiento para piezas que trabajarán en contacto con oxígeno.
- La limpieza más exigente se aplica a aquellas piezas, a las que previamente se les ha aplicado una pintura de protección, y deben limpiarse con barrido de plasma para tener la certificación “PWIS free” según normas VW PV 3.10.7, FN 942010-2 y QZ 24, entre otras.
Una vez que la junta tórica se ha limpiado, se aplica el acabado superficial de alto rendimiento.
PIGMENTACIÓN

La pieza se colorea con un color determinado (escalas RAL y PANTONE) que facilita su identificación en campo, sin alterar las propiedades de la junta tórica.
Tratamiento de carácter permanente y apto para condiciones de servicio estáticas y dinámicas.
TRATAMIENTOS DE LUBRICACIÓN
Hay diversos agentes lubricantes como por ejemplo aceites de silicona, disulfuro de molibdeno, PTFE o talco.
- El aceite de silicona es transparente y dispone de certificación USP Clase VI.
- El disulfuro de molibdeno (MoS2) tiene buen rendimiento en un entorno húmedo o de alta temperatura.
- El PTFE se aplica como un film transparente que facilita el montaje de la pieza gracias a su propiedad de auto-lubricación
- El talco rellena las cavidades de la superficie de la pieza, haciendo que la misma sea resbaladiza. Talco calidad farmaceútica.
Los agentes de lubricación se absorben en la superficie de la junta tórica y desaparecen gradualmente con el uso. Apto solo para condiciones de servicio estáticas. Para condiciones dinámicas, se recomienda un recubrimiento.
RECUBRIMIENTOS
Los recubrimientos se utilizan para mejorar alguna propiedad del elastómero y, mayoritariamente, son en base a resinas de PTFE con aditivos.
Aumentan la resistencia a la abrasión, mejoran la resistencia química e incluso pueden incrementar la dureza ligeramente. Suelen tener unos espesores de pocas micras y la mayoría son permanentes.
Las piezas así tratadas admiten aplicaciones tanto estáticas como dinámicas.
Tabla de recubrimientos más usuales:
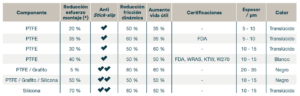
(*) valor medio en banco de pruebas y respecto a piezas idénticas sin tratar.
Los resultados obtenidos son para unas condiciones de trabajo concretas que no tienen porqué coincidir con las de campo.
Si tienes problemas y este artículo te ha parecido interesante, te animamos a que nos los consultes y recomendarte una solución al respecto. Puedes contactar con nosotros aquí

